










研究的背景與問題
海上油氣進(jìn)口和海洋油氣產(chǎn)業(yè)作為我國海工裝備制造業(yè)的重要組成部分,在雙碳目標(biāo)和國內(nèi)油氣消費(fèi)增長的背景下得到快速發(fā)展,其生產(chǎn)、輸送環(huán)境惡劣,在耐高壓、-162℃超低溫、耐腐蝕及耐候性等方面要求更高。而大口徑厚壁不銹鋼焊管因其具有高強(qiáng)度、高耐腐蝕性及良好的低溫塑性,能克服極端溫度、高壓、腐蝕極端環(huán)境,是我國海上油氣進(jìn)口和開發(fā)不可或缺的基礎(chǔ)管材。因此,市場對大口徑不銹鋼焊管需求急劇增加,且管材大量依靠進(jìn)口,在交貨期、技術(shù)性能、技術(shù)標(biāo)準(zhǔn)上均設(shè)置門檻,對我國相關(guān)行業(yè)形成壁壘。造成這種局面的原因有以下三個(gè)方面:
1、傳統(tǒng)JCOE制備方式均應(yīng)用于生產(chǎn)“黑材”,容易出現(xiàn)壁厚不均勻、開口度不一致、圓度不足等缺陷,嚴(yán)重的將出現(xiàn)不能修復(fù)而報(bào)廢,目前大口徑厚壁不銹鋼焊管生產(chǎn)中間環(huán)節(jié)繁冗,良品率低,滿足不了多品種、多規(guī)格產(chǎn)品連續(xù)化生產(chǎn)需求。
2、大口徑厚壁不銹鋼焊管因生產(chǎn)技術(shù)不成熟,導(dǎo)致在服役過程中極易出現(xiàn)“跑”、“冒”、“滴”、“漏”等現(xiàn)象,產(chǎn)品性能難以滿足極端環(huán)境需求,而油氣輸送管路對尺寸與低溫韌性要求更加嚴(yán)格,因此重點(diǎn)開展關(guān)鍵技術(shù)研究是提升管材服役行為的重要手段。
3、目前國內(nèi)擁有的設(shè)備均是從國外進(jìn)口或者國內(nèi)單臺設(shè)備按工序組成離散型產(chǎn)線,設(shè)備價(jià)格昂貴,缺少自主研發(fā)的經(jīng)驗(yàn)與能力。因此需要結(jié)合大口徑厚壁不銹鋼焊管成形理論、工藝的研究,提出與產(chǎn)線需求一致的裝備結(jié)構(gòu)形式與生產(chǎn)能力,打破大口徑厚壁不銹鋼焊管裝備依賴進(jìn)口的現(xiàn)狀。
主要?jiǎng)?chuàng)新內(nèi)容
項(xiàng)目團(tuán)隊(duì)經(jīng)過十多年的聯(lián)合攻關(guān),解決了成形與焊接的問題,在此基礎(chǔ)上輔助制備工藝、熱處理技術(shù)以及與之匹配的裝備。構(gòu)建彎曲成形、連續(xù)焊接協(xié)同加工體系,解決管體成形與焊接性能一致性的問題,融合合理的工藝制度、熱處理技術(shù)以及與之匹配的裝備,制備出滿足市場需求的大口徑厚壁不銹鋼直縫焊管。其總體思路如圖1所示。
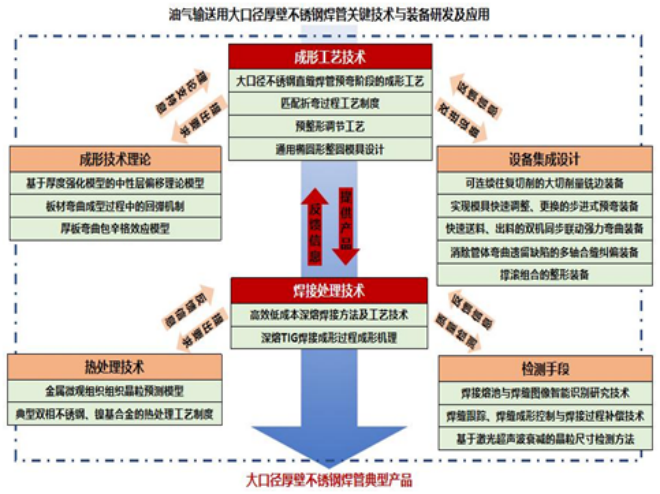
圖1 大口徑厚壁不銹鋼焊管總體思路
創(chuàng)新點(diǎn)一、基于厚壁板材中性層偏移、彎曲回彈、包辛格效應(yīng)理論,構(gòu)建了獲得板邊預(yù)彎、管體連續(xù)折彎與精整成形方法,為工藝制定和裝備研發(fā)提供了理論依據(jù),形成不同規(guī)格產(chǎn)品單道次折彎過程中性層偏移量(板厚6%-18%)、回彈(板厚0.8%)等精準(zhǔn)控制,解決了管體折彎成形過程尺寸偏差與缺陷難題。
開展應(yīng)力中性層與幾何中心層偏移規(guī)律研究,構(gòu)建基于厚度強(qiáng)化模型的中性層偏移方法,可輔助預(yù)測管體折彎過程每道次管壁減薄量以及管徑延伸量,實(shí)現(xiàn)原始坯料精確定寬;開展板材彎曲成形過程回彈機(jī)制研究,構(gòu)建可有效控制折彎角度的方法,回彈量平均值約為板厚的0.8%左右,實(shí)現(xiàn)了板坯折彎卸載后回彈量的精確預(yù)測,有效避免管體成形出現(xiàn)焊縫開口較大、周向圓度不良缺陷;開展板材彎曲過程加/卸載過程中包辛格效應(yīng)研究,構(gòu)建厚板彎曲包辛格效應(yīng)方法,與實(shí)際測量誤差小于10%,為厚壁不銹鋼焊管JCOE成形工序中管體預(yù)彎、連續(xù)折彎成形工藝制定提供技術(shù)依據(jù)。
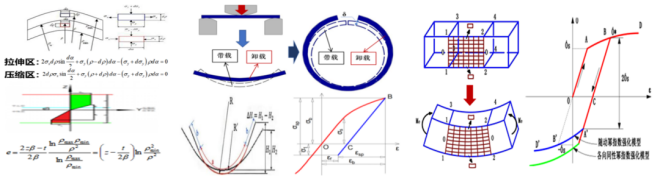
圖2 厚壁板材中性層偏移、彎曲回彈、包辛格效應(yīng)等方法
創(chuàng)新點(diǎn)二、研究了管體成形過程關(guān)鍵工序模具構(gòu)型,揭示了不同材質(zhì)、規(guī)格產(chǎn)品成形過程的變形規(guī)律,獲得滿足生產(chǎn)需求的成形工藝技術(shù)體系,解決了成形過程中產(chǎn)生缺陷等技術(shù)難題。
開展預(yù)彎模具對大口徑厚壁焊管在預(yù)彎階段的影響規(guī)律研究,制定出滿足大口徑不銹鋼直縫焊管預(yù)彎階段的成形工藝。構(gòu)建可滿足不同直徑、壁厚管材的板坯預(yù)彎成形凹凸模具,基于管坯直邊弧邊轉(zhuǎn)變區(qū)域的預(yù)彎模具過渡段、上下模具相位差優(yōu)化設(shè)計(jì)方法,板材厚度每增加10mm,過渡段角度增加1°,過渡段彎曲量增加9mm左右,有效實(shí)現(xiàn)下模行走行程與加載方式精準(zhǔn)控制,實(shí)現(xiàn)了不同直徑管體成形一模多用的效果;開展板材折彎成形過程步進(jìn)式連續(xù)彎曲成形研究,優(yōu)化了上模具壓下量、下模具開口度及下壓道次等工藝參數(shù),折彎成形上模具壓下量和下模開口度、折彎道次優(yōu)化設(shè)計(jì)方法,提高了管體尺寸精度,滿足不同規(guī)格管體生產(chǎn)的最優(yōu)折彎成形工藝要求,實(shí)現(xiàn)了管體制備階段高效化、精確化;開展預(yù)整形機(jī)多自由度合縫研究,優(yōu)化了合縫輥位置、軸向壓下角度的調(diào)節(jié)工藝,構(gòu)建基于不同開口度預(yù)整形調(diào)整方法與關(guān)鍵技術(shù)、“桃形”“梨形”“錯(cuò)邊”等特殊缺陷優(yōu)化機(jī)理,實(shí)現(xiàn)了管體焊縫精準(zhǔn)對接,提高管體成形質(zhì)量。
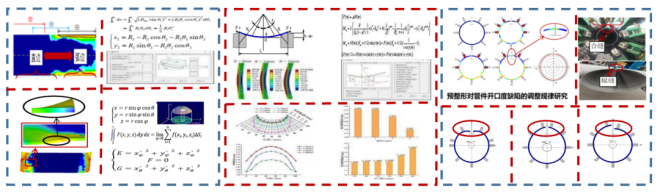
圖3 管體成形過程關(guān)鍵工序模具構(gòu)形設(shè)計(jì)方法與工藝調(diào)控技術(shù)
創(chuàng)新點(diǎn)三、開發(fā)了焊接熔池與焊縫圖像智能識別跟蹤、焊縫成形智能工藝控制技術(shù)、焊縫質(zhì)量的全流程監(jiān)控與動(dòng)態(tài)優(yōu)化技術(shù),熔池形態(tài)識別正確率達(dá)96.34%,焊縫缺陷識別和檢測準(zhǔn)確率達(dá)95%以上,焊接成本降低30%以上,效率提高10倍。
開發(fā)出滿足大直徑厚壁焊管焊接需求的高效低成本深熔焊接方法及工藝技術(shù),開展深熔TIG焊接成形過程力學(xué)分析,利用熱流固耦合進(jìn)行深熔TIG焊接數(shù)值模擬,獲得了深熔TIG焊接成形過程工藝;構(gòu)建基于焊縫熔池及凝固成形后焊縫形狀的捕捉系統(tǒng),獲得了焊接熔池與焊縫圖像智能識別技術(shù);開展基于視覺傳感、電壓電流多信息融合的熔池特征數(shù)據(jù)采集系統(tǒng)研究,掌握焊縫跟蹤、焊縫成形控制與焊接過程補(bǔ)償技術(shù),熔池形態(tài)識別方面正確率達(dá)96.34%,準(zhǔn)確率和檢測效率達(dá)95%以上,獲得焊接過程焊縫成形質(zhì)量智能控制,準(zhǔn)確的預(yù)測熔池力學(xué)行為及熔寬形貌,確保了厚壁焊管焊縫質(zhì)量與基體不銹鋼材料的性能一致性,提高焊接質(zhì)量及焊接效率。
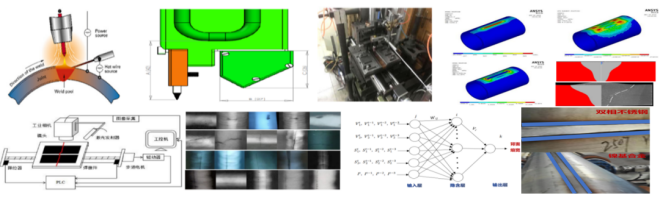
圖4 管體厚壁不銹鋼焊管圖像動(dòng)態(tài)識別、智能補(bǔ)償?shù)母咝Ш附臃椒?/div>
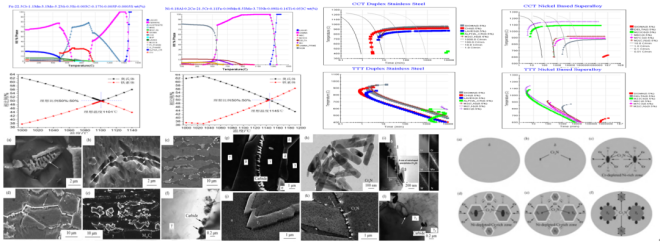
創(chuàng)新點(diǎn)四、開發(fā)了可實(shí)現(xiàn)焊縫與母材性能一致性調(diào)控、晶粒尺寸在線檢測方法等關(guān)鍵技術(shù),實(shí)現(xiàn)了管材熱處理過程組織性能與析出相的動(dòng)態(tài)調(diào)控,在線晶粒度誤差小于10%,解決了晶粒度預(yù)測難、焊縫開裂、焊接部分與基體性能一致性差等難題。
構(gòu)建了微觀組織晶粒預(yù)測方法,發(fā)現(xiàn)了管材在不同溫度下的組織晶粒的再結(jié)晶、晶粒長大等變化規(guī)律,實(shí)現(xiàn)了晶粒度精確控制;建立激光超聲波衰減的晶粒尺寸檢測方法,實(shí)現(xiàn)了管材微觀晶粒尺寸的在線實(shí)時(shí)檢測;基于成形后的管材需進(jìn)行熱處理行為實(shí)現(xiàn)管件焊縫與母材組織與性能的一致性,研究雙相不銹鋼、鎳基合金相變規(guī)則,闡明在不同溫度條件下的相變特征,構(gòu)建可實(shí)現(xiàn)焊縫和基體性能一致性的關(guān)鍵技術(shù),結(jié)合CCT及TTT曲線,避免無效及有害溫度,形成典型雙相不銹鋼、鎳基合金的熱處理工藝制度。
圖5 厚壁不銹鋼焊管熱處理過程組織晶粒、析出相等演變機(jī)理
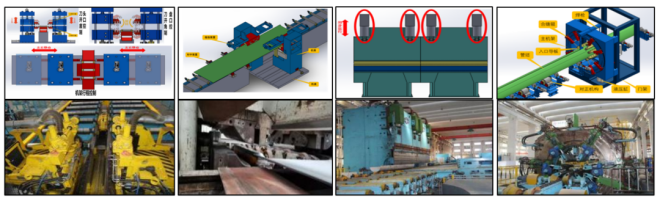
創(chuàng)新點(diǎn)五、研制出大口徑厚壁不銹鋼焊管成套裝備,構(gòu)建了非對稱布置的板邊預(yù)彎、管體連續(xù)折彎等關(guān)鍵結(jié)構(gòu)形式,實(shí)現(xiàn)了工藝與設(shè)備的集成創(chuàng)新,形成Φ219-Φ1219mm、壁厚80mm、長度12500mm系列產(chǎn)品生產(chǎn)技術(shù),效率提高2倍以上。
發(fā)明出可連續(xù)往復(fù)切削的大切削量銑邊裝備,構(gòu)建快速響應(yīng)厚壁焊管焊縫倒角大切削量需求的多刀頭切削方式與快速定寬、定厚、刀頭角度調(diào)整的結(jié)構(gòu)形式,生產(chǎn)效率提升2倍以上;發(fā)明出厚壁焊管板邊預(yù)彎需求的錯(cuò)邊非對稱布置形式與多曲面弧段組合大步長彎曲方式,可實(shí)現(xiàn)模具快速調(diào)整、更換的步進(jìn)式預(yù)彎,預(yù)彎邊2800mm以上、模具投資為傳統(tǒng)預(yù)彎裝置的40%;構(gòu)建了厚壁焊管管體彎曲需求的高剛度“C”形結(jié)構(gòu)布置形式與大跨度雙機(jī)組合連續(xù)折彎設(shè)備結(jié)構(gòu)形式,發(fā)明出快速送料、出料的雙機(jī)同步聯(lián)動(dòng)的強(qiáng)力彎曲裝備,機(jī)組能力2×3000t、同步精度達(dá)到±0.1mm;發(fā)明出厚壁焊管管體多自由度合縫結(jié)構(gòu)形式、消除管體彎曲成形過程遺留缺陷的多軸合縫糾偏裝備,實(shí)現(xiàn)智能焊接降低人為因素、調(diào)速范圍為0.2m/s-0.7m/s。
圖6 大口徑厚壁不銹鋼焊管高質(zhì)高效制備的成套裝備
應(yīng)用情況與效果
項(xiàng)目在國家973計(jì)劃、國家自然科學(xué)基金、山西省重大專項(xiàng)、國家火炬計(jì)劃產(chǎn)業(yè)化示范項(xiàng)目等重大專項(xiàng)的支撐下,通過十多年聯(lián)合技術(shù)攻關(guān),發(fā)明了經(jīng)濟(jì)高效的JCOE連續(xù)制管工藝的專有技術(shù),擁有全部自主知識產(chǎn)權(quán)的首條大口徑厚壁不銹鋼焊管裝備,滿足柔性生產(chǎn)的多規(guī)格、多品種的要求。系列產(chǎn)品整體達(dá)到芬蘭Outokumpu、韓國EEW公司、德國Butting同類產(chǎn)品水平,部分指標(biāo)優(yōu)于國外水平。本項(xiàng)目已獲專利59件(發(fā)明專利30件),軟件著作權(quán)11件,論文59篇,起草了國家標(biāo)準(zhǔn)16項(xiàng)。
產(chǎn)品已應(yīng)用于“一帶一路”俄羅斯亞馬爾LNG2液化天然氣項(xiàng)目、阿爾及利亞國家石油公司Kurvers Piping高硫原油輸送管線項(xiàng)目、伊拉克哈法亞CPF3項(xiàng)目以及山東LNG接收站、廣西LNG接收站、天津LNG接收站、浙江石化的4000萬噸/年煉化一體化項(xiàng)目等230多項(xiàng)大中型工程項(xiàng)目,累計(jì)銷售近10萬噸,實(shí)現(xiàn)銷售24億元,利稅4.55億元,提升我國不銹鋼焊管產(chǎn)業(yè)整體競爭力,對提升高端裝備制造水平及國產(chǎn)化率有較大現(xiàn)實(shí)意義。
